
������������������11��6�յ�(��E��)�������ֿ�ס�ˣ������տ�ʼ���������̺��ƺ�Ӽ��Ż�����̳������Ƴ�Ʒ����ͽӵ��ܿ�Ѷ��������ϵͳ��ʾ������⡱��
����ֵ����Աֻ�ܰ��������ľ��飬���ð�ȫñ�����Ϸ�����������һ������������ĶѶ�����ֶ���˳������ŤŤ���Ŀ����̡�
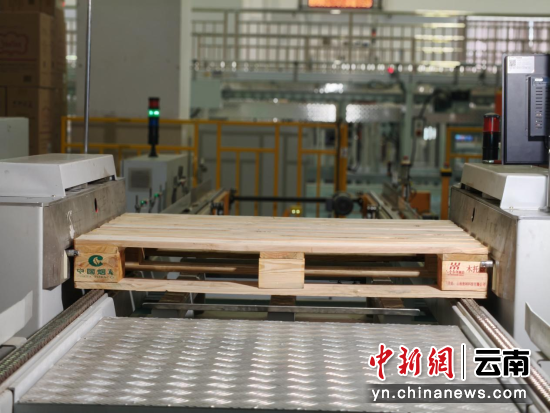
���������Ƴ�Ʒ����ְ��������������Ѳ�����ʱ������һĻ�����������һ�ɾ��������ߣ�����ӡ��ġ�һ���ˡ���
�������������۲�ȶԣ������Ƿ�����֢�����ڣ������̴���ֻ����պ��������Ի���Ѷ�㣬ÿ����������ͣ�ŵ�λ�ö�������ƫ�������������Ŵ������ƫ�
������������֮���˼·������ͬʱð�����ġ�
���������ǿ��ԼӸ���λװ�ã������������ͣ��һ��λ�á���������һ��˼��һ��˵����
����û���߳��Ļ��飬�ڲ����ҵĴ����£���λ���鼼���Ǹɾ�����Ϣ�Ұװ��Ϲ��������������ɵ綯�Ƹˡ�һ���紫��������̨�ɵ�����ɵĿ��������ճ��˷������Ρ�
���������Ż����ֳ�������֤��һ��������ơ�������̡��������Եġ��������Ρ�ϵͳ�����ˡ�
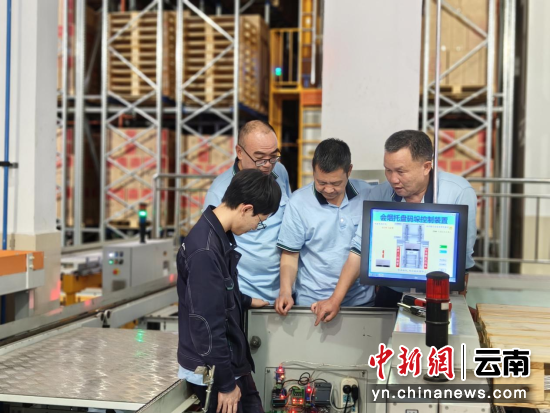
������紫����ʶ�����̽��룻�����綯�Ƹ�Ѹ�������ס����ǰ�أ���Ƭ��������ʵ�־����ƣ�������Ӧʱ����0.1���ڣ����ػ�����ʵʱ��أ����γɹ��ʳ���90%��
��������ϵͳԤ���2500��Ԫ�����ı�ԭ�����̣��Ӵ�ȴ�������̡����Ž��š�������ˡ�
������ϵͳ���ߵ�һ�ܣ���Ʒ��������������ࡣ
�����Ѷ��û���ٱ���������һ���һ�龫��⣬û����б��û�б�����������������ǣ����ž�����������ҵ�������ġ���Ʒ���ͨ�������������⣬Ҳ��Ȼ��ʧ�ˡ�
����������ʾ��ʹ����ϵͳ�����ͨ��������ƽ��ʱ����7��28�뽵��1��17�룬�˹����˴�����ÿ��ʮ��μ��ٵ��������㣬��������Ч�ʴ�������������������ƽ�ȸ�Ч��
����������ϵͳ���������һ���������������������ǵ����⡣��һС�ĸĽ�����ͨȫ�����Ĺؼ�һ�����ѡ������ܡ���ɡ����ܡ���(��)
��������
- �Ʋ�֮���̡�ح���ϲ��߽�����
- �Ʋ�֮���硱|���ϡ����š� ֮������ŷ�� �����緢��������֮Լ��
- �Ʋ�֮���硱|���Ͼ���ɽ����ľ�̱���ʱ��Ļ �ԡ����Ρ��滭�桰������
- �Ʋ�֮���̡�|�������꣺��+ʫ�����й�������
- �Ʋ�֮���š�|��������¡�����ʱ�ż����� ���ϲ��ڡ�ŷ�����ࡱ���������
- �Ʋ�֮���š�|���ϲ衰�����������ﰺ
- ������Ա����ɽ����һ�������� ���������ᡱ
- 2024�꺣�⻪��ý����������������վ���ܴ��Ƕ�������
- ����������Խ�Ϻ������ʺ��߿�ͨ
- ������ˮ���仪�����ع���ˮ�˺���













